检测范围
设备运行时,铸造充型的保压和增压阶段压力罐内气压在 0~0.2MPa 范围内连续可调,升液管内的液体流动和充型速度可在 20~80mm-s 内线性可调,气压压力-压差控制误差为0.001MPa,保压延时0~30min 可调
仪器参数
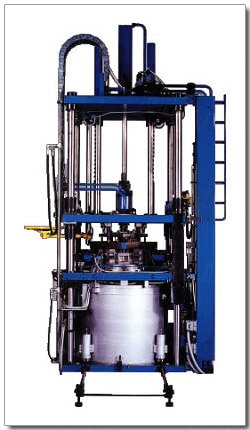
1.反重力铸造设备由设备主体、气路系统、电控系统、加热部点及用途分、气源部分、真空系统六大部件组成。设备工作时,根据工艺要求改变压力罐上下体内部的气压,使合金液在气体压力作用下填充铸型并结晶凝固,实现差压铸造、低压铸造和调压铸造三种功能。差压铸造采用上排气式 ,低压和调压铸造采用下进气式。 2.设备主要承压罐体工作压力为 0.6MPa ,最高工作真空度高于-80KPa 。上罐直段内部尺寸 Φ2000mm#215;1800mm ,下罐内径Φ1800mm ,中隔板有效工作区Φ1880mm。
仪器特色&服务特色
采用该设备,研制出高品质军工铸件